
زبان
مصنوعات کی تلاش
زبان
- English
- 简体中文
- Тоҷикӣ
- O'zbek
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel

کمپنی کی خبریں
DMAIC - مشینی حصوں کی مستقل معیار میں بہتری کی سہولت فراہم کرنا
2025-09-19کمپنی کی معیاری پالیسی اور انتظامی فلسفے کی پاسداری کرتے ہوئے "اپنے آپ کو مطمئن کریں ، صارفین کو مطمئن کریں ، ایماندار اور قابل اعتماد رہیں ، اور فضیلت کے لئے جدوجہد کریں" ، ہم صارفین کو مستقل طور پر زیادہ لاگت - تاثیر اور زیادہ مستحکم معیار کی مصنوعات فراہم کرتے ہیں۔ حال ہی میں ، مشینی ورکشاپ میں ، ایک ایسا رجحان رہا ہے جہاں کچھ اہم عملوں کی کلیدی طول و عرض یا ہندسی رواداری پروسیسنگ کے بعد غیر مستحکم ہے اور 6 - سگما کنٹرول کی ضروریات کو پورا کرنے میں ناکام ہے۔ کمپنی کی انتظامیہ اس کے لئے بہت اہمیت کا حامل ہے اور ورکشاپ کے معیار میں بہتری ٹاسک فورس قائم کرنے کے لئے ورکشاپ کو فروغ دیا ہے۔ اس ٹاسک فورس میں متعلقہ محکموں ، متعلقہ انجینئرز ، ٹیم رہنماؤں اور فرنٹ - لائن پروڈکشن ملازمین کے رہنماؤں پر مشتمل ہے۔ سگما کی بہتری - 6 کے DMAIC طریقہ کار کا استعمال کرکے ، معیار کی بہتری کی ایک جامع مہم شروع کی گئی ہے۔ بہتری کی سرگرمیوں کی ایک سیریز کے ذریعے جیسے پس منظر کی تفتیش ، ڈیٹا اکٹھا کرنا ، مسئلہ کا خلاصہ ، کاز تجزیہ ، اور مختصر مدت اور طویل مدتی بہتری کے اقدامات کی تشکیل ، معیار میں بہتری کا کام مکمل طور پر انجام دیا گیا ہے۔ اس بہتری کی سرگرمی نے گھاس کی عملی قابلیت کو جامع طور پر بڑھایا ہے - جڑ کے مینیجرز اور ملازمین کو متوازی انداز میں 6 - سگما کی بہتری کے اوزار کو سمجھنے ، اس کا اطلاق اور فروغ دینے میں۔ اس سے مشینی حصوں کی معیار کی خصوصیات کی مختلف حالتوں اور اتار چڑھاو کو کم کرنے میں مدد ملتی ہے ، اس طرح موٹروں کی مینوفیکچرنگ کے مجموعی معیار کو بہتر بنایا جاتا ہے اور صارفین کو بہتر معیار کی مصنوعات فراہم کرنے میں مدد ملتی ہے۔
DMAIC بہتری کے عمل میں پانچ مراحل شامل ہیں: وضاحت ، پیمائش ، تجزیہ ، بہتری اور کنٹرول۔ یہ پانچ مراحل عمل کے معیار میں بہتری کا ایک مکمل طریقہ کار ہیں ، اور ہر مرحلے میں کام کے کئی مراحل پر مشتمل ہوتا ہے۔ مندرجہ ذیل مسئلے کی بہتری کی ایک مختصر وضاحت ہے کہ سامنے اور عقبی بیئرنگ چیمبروں کی ہم آہنگی اور اسمبلی کے اختتام چہرے کا رن آؤٹ ڈبل سپورٹ مشین بیس اور بیئرنگ چیمبر اسمبلی کی اسمبلی کے بعد غیر مستحکم ہے۔
01 وضاحت
ٹیم کے متعلقہ ممبروں نے خصوصی معیار کی بہتری کی میٹنگ کا انعقاد کیا اور ٹیم کے بہتری کے اہداف کی وضاحت کے لئے ذہن سازی کا استعمال کیا۔
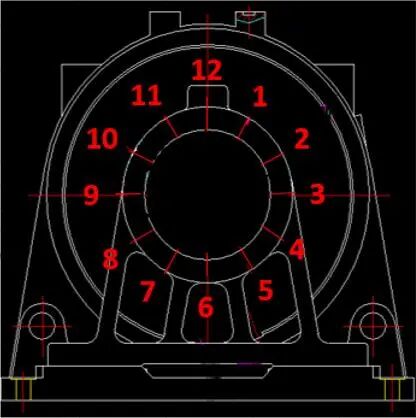
• a) مسئلہ: ڈبل سپورٹڈ مشین بیس اسمبلی کی بیئرنگ سیٹ کی عمدہ - مشینی اندرونی سوراخ کی ہم آہنگی غیر مستحکم ہے۔ اسمبلی کے بعد ، یہ پوری مشین بیس کے بیئرنگ چیمبر کے رواداری سے تجاوز کرنے کا سبب بنے گا ، جو ڈرائنگ کی ضروریات کو پورا نہیں کرتا ہے۔
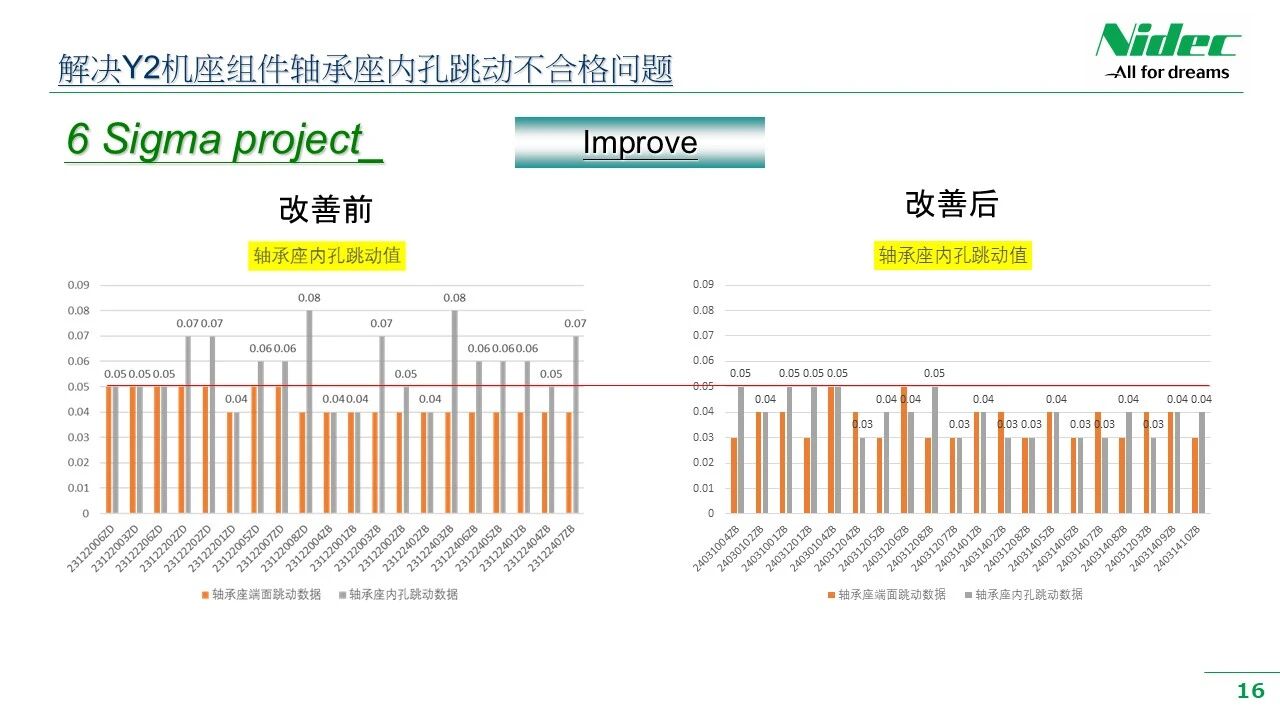
• ب) بہتری کا مقصد: عیب کی شرح 200 پی پی ایم سے کم ہے ، اور بیئرنگ چیمبر کا رن آؤٹ 0.05 ملی میٹر سے کم ہے۔

02 پیمائش
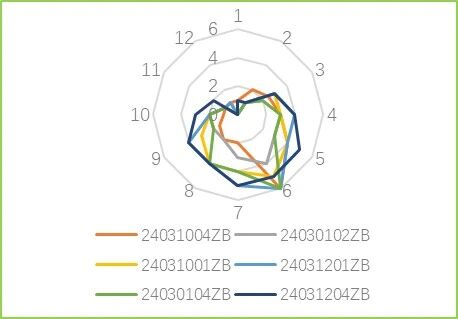
بہتری کی ٹیم نے معیار کی ایک میز تیار کی - مشینی عمل سے متعلق پیرامیٹرز کو متاثر کرنا۔ اس جدول کے مطابق ، متعلقہ عمل کے آپریٹرز نے ڈیٹا اکٹھا کیا ، بشمول عمل اور عمل کی سڑن ، پیرامیٹر کی ترتیبات کو کاٹنا ، ٹولنگ اور فکسچر کی کلیدی پیرامیٹر کی ترتیبات ، پوزیشننگ اور کلیمپنگ فورس کی ترتیبات اور دیگر متعلقہ پیرامیٹرز۔ ڈیٹا اکٹھا کرنے کے مکمل ہونے کے بعد ، موجودہ پیمائش کے نظام کی تاثیر کا معروضی جائزہ لینے کے لئے ایک ریڈار چارٹ استعمال کیا جاتا ہے۔
• a. تشخیص کے پیرامیٹرز کی وضاحت کریں
دماغی طوفان کے ل the کاز - اور - اثر فش بون ڈایاگرام کا استعمال کرتے ہوئے ، ممکنہ وجہ کی فہرست بنائیں - 5M2E (انسان ، مشین ، مواد ، طریقہ ، پیمائش ، ماحول ، توانائی) میں عوامل کو متاثر کرنے اور فہرست کی شکل میں ماخذ کے اعداد و شمار کو جمع کریں۔ مثال کے طور پر ، کلیمپنگ فورس اور اخترتی کے درمیان باہمی تعلق ، مشین ٹول کی رفتار اور کاٹنے والے پیرامیٹر کی ترتیبات کے درمیان ارتباط ، اور مشین ٹول کے درستگی کے پیرامیٹرز۔
• بی۔ ڈیٹا اکٹھا کریں
کلیدی معیار کی خصوصیات اور کلیدی عمل آؤٹ پٹ متغیر کی تصدیق کے بعد ، کلیدی عمل ان پٹ متغیرات کا پتہ لگائیں۔ عمل انجینئر ملازمین کو ڈیٹا اکٹھا کرنے کے لئے رہنمائی کرتا ہے۔
• c ماپا ڈیٹا کا اندازہ کریں
کلیدی عمل متغیر سے جمع کردہ ماخذ کے اعداد و شمار کی بنیاد پر ، اعداد و شمار کے اعداد و شمار کا حساب لگائیں جیسے وسط ، تغیر اور معیاری انحراف۔ مزید تجزیہ کے لئے پیرٹو چارٹ ، X/R کنٹرول چارٹ یا ریڈار چارٹ کھینچیں۔ مثال کے طور پر ، ڈیٹا ریڈار چارٹ کے ذریعے ، ہم دیکھ سکتے ہیں کہ مشین بیس اسمبلی کی بیئرنگ سیٹ کے اندرونی سوراخ کا رن آؤٹ اثر والی نشست کے اندرونی سوراخ کی خرابی کی وجہ سے ہوتا ہے۔ اس نتیجے کی بنیاد پر ، ہم اسباب کا ہدف انداز میں تجزیہ کرسکتے ہیں۔
03 تجزیہ کریں
ٹیم تجزیہ کرنے والے ٹولز جیسے PFMEA (عمل میں ناکامی کے موڈ اور اثرات کا تجزیہ) اور فش بون آریگرام کو انعقاد کے لئے استعمال کرتی ہے - جمع کردہ ڈیٹا پر گہرائی کی وجہ تجزیہ اور بنیادی وجہ تلاش کریں۔ اس میں اعداد و شمار کی تقسیم کی نشاندہی کرنا ، رجحانات کو تبدیل کرنا ، باہر جانے والوں کی نشاندہی کرنا ، عمل کے متغیر کے مابین تعلقات کا تجزیہ کرنا ، اور ممکنہ مسائل کی بنیادی وجوہات کا تعین کرنا شامل ہے۔ مسائل اور اسباب کے مابین تعلق قائم کرکے ، ٹیم مسئلے کی نوعیت کی گہری تفہیم تشکیل دے سکتی ہے اور موثر حل تیار کرنے کی بنیاد رکھ سکتی ہے۔ مثال کے طور پر ، اثر والی نشست کے اندرونی سوراخ کے رن آؤٹ ڈیٹا کے ریڈار چارٹ کے تجزیہ کے ذریعے ، ہم یہ نتیجہ اخذ کرسکتے ہیں کہ اس مسئلے کی وجوہات میں رن آؤٹ پر مشینی سختی اور مشینی سنٹرفیوگل فورس کا اثر و رسوخ شامل ہے۔ ڈی او ای (تجربات کے ڈیزائن) کے اصول کے مطابق ، ایک بہتری کا منصوبہ اس بات کی تصدیق کے لئے تیار کیا گیا ہے کہ آیا اس کی وجہ مفروضہ درست ہے یا نہیں ، اور پھر اس کی بنیادی وجہ مل گئی ہے۔
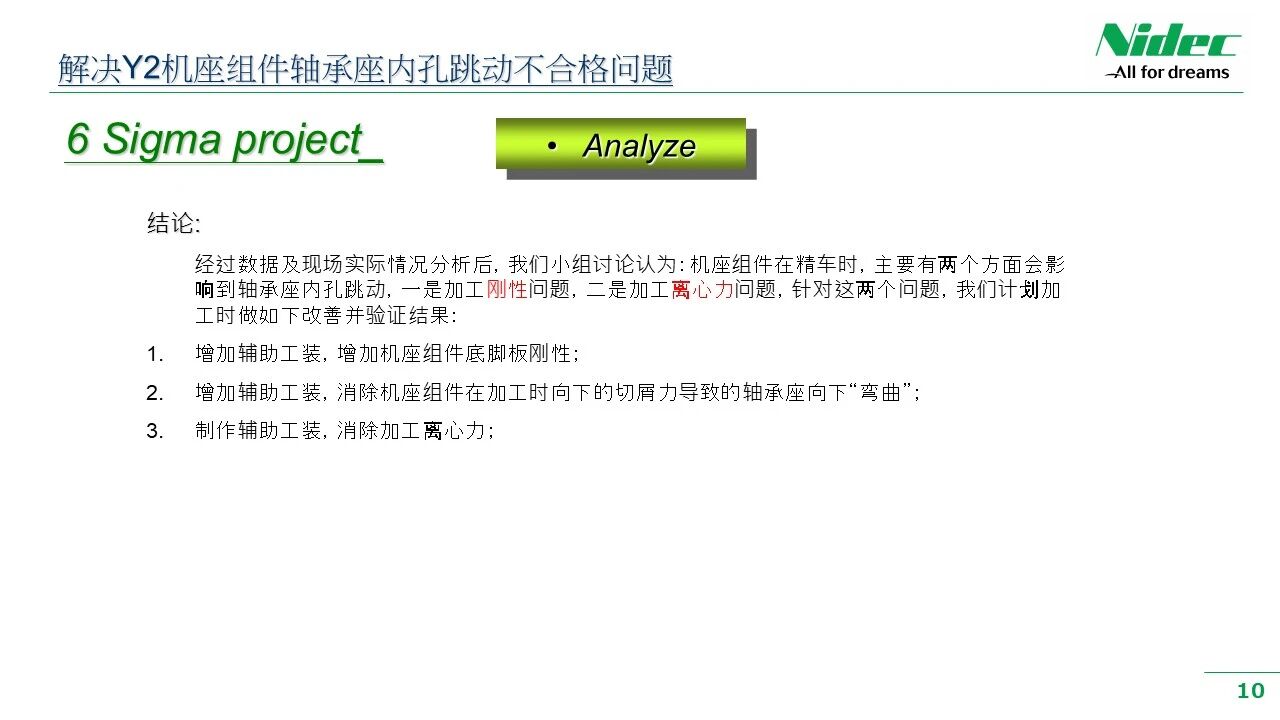
04 بہتر بنائیں
تجزیہ اور توثیق کے نتائج کی بنیاد پر ، ٹیم نے ہدف کے حل کی تجویز پیش کی اور اس کا اطلاق کیا۔ اس میں عمل کی اصلاح ، ٹکنالوجی کو اپ گریڈ کرنا ، آپریشن میں بہتری اور دیگر پہلوؤں شامل ہوسکتے ہیں۔ یہ ضروری ہے کہ ٹیم کو حل کی تاثیر کی تصدیق کرنے کی ضرورت ہے تاکہ یہ یقینی بنایا جاسکے کہ وہ اصل آپریشن میں متوقع نتائج پیش کرسکتے ہیں۔ ایک بار تصدیق کامیاب ہونے کے بعد ، ٹیم عمل کی تفصیل اور آپریشن کے طریقوں کو اپ ڈیٹ کرے گی تاکہ یہ یقینی بنایا جاسکے کہ نئے حل کو معیاری بنایا جاسکتا ہے اور مشینی عمل میں بہتری کے نتائج کو فروغ دیا جاسکتا ہے۔ مثال کے طور پر ، جب Y2 سیریز مشین بیس اسمبلی کے رن آؤٹ مسئلے کو حل کرتے ہو تو ، ہماری ٹیم نے تجزیہ مرحلے میں تجزیہ کردہ نتائج کی بنیاد پر ہدف حل حل کی تجویز پیش کی۔ ان حلوں میں بیئرنگ سیٹ کی معطل پوزیشن پر سپورٹ پوائنٹس شامل کرنا ، مشین بیس کے پاؤں پر اسٹیل پلیٹوں کو سختی کو بڑھانے کے لئے شامل کرنا ، اور مشین بیس کے پیروں کے سامنے کاؤنٹر وائٹس شامل کرنا شامل ہیں۔ اس کے بعد ، آزمائشی پروسیسنگ کی توثیق ایک ایک کرکے کی گئی تاکہ اس بات کی تصدیق کی جاسکے کہ پروسیسنگ کی توثیق کے اعداد و شمار نے ٹیم کے متوقع اہداف کو پورا کیا ، اور آخر کار ایک موثر حل ملا۔

05 کنٹرول
کنٹرول مرحلہ DMAIC طریقہ کا حتمی لنک ہے اور بہتری کے نتائج کی استحکام کو یقینی بنانے کی کلید بھی ہے۔ اس مرحلے میں ، ٹیم ایک کنٹرول پلان وضع اور اس پر عمل درآمد کرے گی ، جس میں عمل کی نگرانی ، غیر معمولی ہینڈلنگ اور مسلسل بہتری شامل ہے۔ عمل کی کارکردگی کی باقاعدگی سے نگرانی کرکے اور کنٹرول کی حکمت عملی کو ایڈجسٹ کرکے ، ٹیم اس بات کو یقینی بنا سکتی ہے کہ عمل ہمیشہ کنٹرول شدہ حالت میں رہتا ہے اور اس مسئلے کو بار بار ہونے سے روکتا ہے۔
مشینی ورکشاپ کی متعدد بہتری والی ٹیموں میں سکس سگما ڈی ایم اے آئی سی بہتری کے ٹول کے مخصوص اطلاق کے ذریعے ، عمل کے معیار کو بہتر بنانے کے لئے اس آلے کو مستقل استعمال کرنے کے لئے تمام ملازمین کی آگاہی اور عملی صلاحیت کو بہتر بنایا گیا ہے۔ اس نے ورکشاپ میں موجود تمام ملازمین کی جدت طرازی اور بہتری کی طاقت کو متحرک کیا ہے ، مستقبل میں بہتری کے منصوبوں میں ڈی ایم اے آئی سی طریقہ کی وسیع اور گہرائی سے استعمال کو فروغ دیا ہے ، مشینی ورکشاپ میں تمام ملازمین کی کوالٹی غیر معمولی مسائل کا تجزیہ کرنے اور ان کو حل کرنے کے ل employments ، اور اس سے لطف اندوز ہونے کے ل employments ، اور اس سے لطف اندوز ہونے کے ل employments اس کی صلاحیت کو بہت بہتر بنایا گیا ہے۔
خبروں کی سفارشات

ملاقات "نی" | نائیڈکو لفٹ کے اجزاء 2026 چائنا انٹرنیشنل ایلیویٹر نمائش میں ڈیبیو کریں
2026-06-20
Nidec Elevator Components Guangde Co., Ltd. بڑے پیمانے پر کھلتا ہے، بنیادی لفٹ کے اجزاء کے لیے عالمی ذہین مینوفیکچرنگ اپ گریڈ کو بااختیار بناتا ہے۔
2026-06-20
شاہراہ ریشم پر نئے مواقع: قازقستان کی لفٹ مارکیٹ کی تلاش
2026-06-20
Nidec الٹرا پتلا مشین ریٹروفٹ حل
2026-03-21
اسٹیٹر کے لیے ماڈیولر سنگل دانت سمیٹنا، اعلیٰ موثر پیداوار کے لیے ایک نیا معیار طے کرتا ہے۔
2026-03-02